Modellgestütze Einstellung von Randzoneneigenschaften durch multisensorielle Prozessdatenerfassung
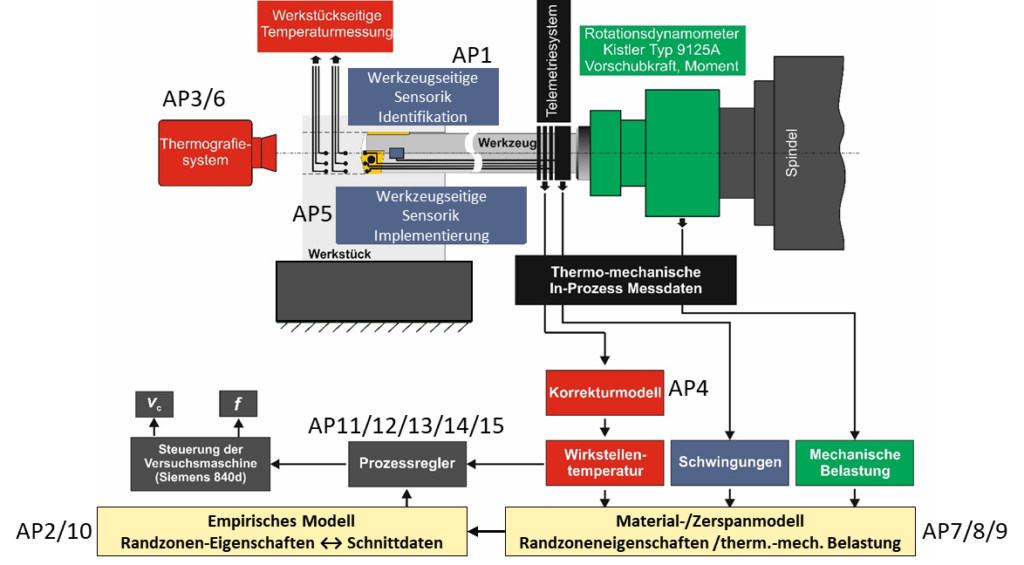
Das Ziel des Vorhabens ist es, die Randzoneneigenschaften einer zu erzeugenden Bohrung sowie deren Oberflächengüte im Prozessverlauf innerhalb eines vorgegebenen Toleranzbereichs zu halten. Dies soll unter Berücksichtigung von Störgrößen wie bspw. Werkzeugverschleiß erfolgen. Definierte Eigenspannungen, Mikrohärte und Korngröße in der Randzone sowie Rauheitswerte spielen bei hoch wechseldruckbelasteten Bauteilen eine wichtige Rolle für die Bauteillebensdauer. Zu diesen Bauteilen zählen auch Rails (Druckspeicher) in Common-Rail-Systemen für große Stationär- oder Offroad-Motoren sowie Hydraulikkomponenten oder Teile von Energieanlagen. Aufgrund der hohen Qualitätsanforderungen werden die Zentralbohrungen in diesen Komponenten üblicherweise mit dem Einlippentiefbohren hergestellt. Der Eigenspannungszustand in der Bohrungsrandzone, aber auch die Oberflächengüte ist maßgeblich vom thermomechanischen Belastungskollektiv in der Wirkzone abhängig, welches durch die Wahl der Schnittdaten oder der Kühlschmiersituation beeinflusst werden kann. Vor diesem Hintergrund wird die folgende Forschungshypothese verfolgt: Mit der werkzeugseitigen, multisensorbasierten Erfassung von Prozessdaten können auf der Basis von modellgestützten vorausberechneten Kennfeldern die Schnittdaten so nachgeführt werden, dass im Vorfeld definierte Oberflächen- und Randzoneneigenschaften gewährleistet werden können.
Antragsteller:
Projektbearbeiter:
Prof. Dr.-Ing. Hans Christian Möhring
Institut für Werkzeugmaschinen
Universität Stuttgart
Tel.: +49 711 685-83773
E-Mail: hc.moehring@ifw.uni-stuttgart.de
Robert Wegert Institut für Werkzeugmaschinen Universität Stuttgart Tel.: +49 711 685-84308 E-Mail: robert.wegert@ifw.uni-stuttgart.de
Prof. Dr.-Ing. Stefan Weihe Institut für Materialprüfung, Werkstoffkunde und Festigkeitslehre Universität Stuttgart Tel.: +49 711 685 62604 E-Mail: stefan.weihe@imwf.uni-stuttgart.de Prof. Dr. Siegfried Schmauder, bis 3/2023
Dennis Michael Rapp Institut für Materialprüfung, Werkstoffkunde und Festigkeitslehre Universität Stuttgart Tel.: +49 711 685 62586 E-Mail: dennis-michael.rapp@imwf.uni-stuttgart.de Vinzenz Guski, bis 3/2023
Publikationen
Wegert, V. Guski, S. Schmauder, and H.-C. Möhring, „In-process approach for editing the subsurface properties during single-lip deep hole drilling using a sensor-integrated tool,“ Prod. Eng. Res. Devel., vol. 18, no. 2, pp. 319–337, 2024, https://doi.org/10.1007/s11740-024-01265-3 .
Wegert et al., „Prozessregelung beim Einlippentiefbohren/Closed loop control in single-lip deep-hole drilling,“ wt, vol. 112, 11-12, pp. 750–756, 2022, doi: 10.37544/1436-4980-2022-11-12-24.
Wegert, M. A. Alhamede, V. Guski, S. Schmauder, and H.-C. Möhring, „Sensor-Integrated Tool for Self-Optimizing Single-Lip Deep Hole Drilling,“ IJAT, vol. 16, no. 2, pp. 126–137, 2022, https://doi.org/10.20965/ijat.2022.p0126.
Ramme, R. Wegert, V. Guski, S. Schmauder, and H.-C. Moehring, „Development of a Multi-Sensor Concept for Real-Time Temperature Measurement at the Cutting Insert of a Single-Lip Deep Hole Drilling Tool,“ Applied Sciences, vol. 12, no. 14, p. 7095, 2022, https://doi.org/10.3390/app12147095.
Guski, R. Wegert, S. Schmauder, and H.-C. Möhring, „Correlation between subsurface properties, the thermo-mechanical process conditions and machining parameters using the CEL simulation method,“ Procedia CIRP, vol. 108, pp. 100–105, 2022, https://doi.org/10.1016/j.procir.2022.03.021.
Wegert, V. Guski, H.-C. Moehring, and S. Schmauder, „In-Process Measurement and Numerical Determination of the Temperature in the Contact Zone During Single Lip Deep Hole Drilling,“ MM SJ, vol. 2021, no. 3, pp. 4556–4562, 2021, https://doi.org/10.17973/MMSJ.2021_7_2021059.
Fandiño, V. Guski, R. Wegert, S. Schmauder, and H.-C. Möhring, „Numerical Investigations on Single Lip Deep Hole Drilling,“ Procedia CIRP, vol. 102, pp. 132–137, 2021, https://doi.org/10.1016/j.procir.2021.09.023.
Fandiño, V. Guski, R. Wegert, H.-C. Möhring, and S. Schmauder, „Simulation Study on Single-Lip Deep Hole Drilling Using Design of Experiments,“ Journal of Manufacturing and Materials Processing, vol. 5, no. 2, 2021, https://doi.org/10.3390/jmmp5020044.
R. Wegert, V. Guski, S. Schmauderer, H.-C. Möhring. „Effects on surface and peripheral zone during single lip deep hole drilling“ Procedia CIRP 87 (2020): 113–118, https://doi.org/10.1016/j.procir.2020.02.025.
R. Wegert, V. Guski, H.-C. Möhring, S. Schmauder. „Temperature monitoring in the subsurface during single lip deep hole drilling“ tm – Technisches Messen 87 (12) (2020): 757–767, https://doi.org/10.1515/teme-2020-0055.
Wegert, V. Guski, H.-C. Möhring, and S. Schmauder, „Determination of thermo-mechanical quantities with a sensor-integrated tool for single lip deep hole drilling,“ Procedia Manufacturing, vol. 52, pp. 73–78, 2020, https://doi.org/10.1016/j.promfg.2020.11.014.